À propos des méthodes de contrôle par jauges des filetages de tuyaux cylindriques
Ces dernières années, les radiateurs bimétalliques avec collecteurs en acier et boîtier extérieur en aluminium sont devenus à juste titre de plus en plus populaires parmi les appareils de chauffage sectionnels.Conformément aux technologies européennes, les filetages internes des appareils de chauffage de la plupart des fabricants sont réalisés par la méthode du laminage. Les filetages roulés offrent une connexion filetée durable et sûre, comme en témoignent de nombreuses années d'utilisation réussie des radiateurs bimétalliques.
Conformément à GOST 31311-2005 « Appareils de chauffage. Conditions techniques générales" (clause 8.2.) les raccords filetés des appareils de chauffage sont testés avec des jauges filetées. Dans le même temps, des fabricants de radiateurs individuels utilisant la technologie filetée, ainsi que des associations industrielles à but non lucratif, ont proposé/fait appel à plusieurs reprises à divers organismes, départements et services gouvernementaux en leur demandant de vérifier en outre les filetages internes avec des jauges lisses.
Cet article examine la validité de ces propositions et l'opportunité d'introduire une telle exigence supplémentaire à l'aide de l'exemple du filetage G1, utilisé sur la plupart des appareils de chauffage.
Tout d'abord, examinons les exigences de base pour la fabrication de filetages de tuyaux.
- Les paramètres des filetages de tuyaux cylindriques sont déterminés par GOST 6357-81 « Normes de base d'interchangeabilité. Filetage de tuyau cylindrique », selon lequel :
Le profil nominal du filetage et les dimensions de ses éléments doivent correspondre à ceux indiqués sur le dessin 1 :
Dessin 1
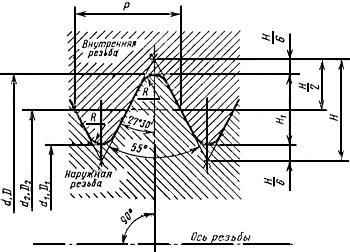
Les dimensions des indicateurs ci-dessus en millimètres pour le filetage G1 sont indiquées dans le tableau 1 :
Tableau 1
| Étape P | N | H1 | R. | |||
| 2,309 | 33,249 | 31,770 | 30,291 | 2,217774 | 1,478515 | 0,317093 |
Dans le même temps, selon le même GOST 6357-81, il est permis de réaliser des filetages présentant des écarts par rapport aux valeurs spécifiées (tolérances), sous réserve desquelles le filetage sera également conforme à GOST 6357-81.
Les schémas des champs de tolérance pour les filetages externes et internes sont présentés dans le dessin 2.
Les écarts sont comptés par rapport au profil de filetage nominal (idéal) dans la direction perpendiculaire à l'axe du filetage.
Dessin 2
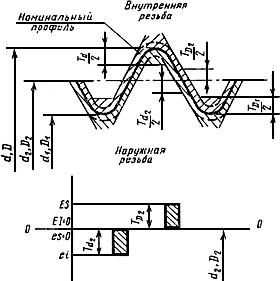

— tolérances de diamètre d, d2, D1, D2
Les valeurs numériques des tolérances pour les diamètres des filetages extérieurs et intérieurs doivent correspondre à celles données dans le tableau 3 :
Tableau 3
| Désignation de la taille du filetage | Pas P, mm | Filetage externe | Filetage interne | ||||
| Diamètres de filetage | |||||||
| diamètre extérieur du filetage mâle | diamètre moyen du filetage extérieur | diamètre moyen du filetage interne | diamètre intérieur du filetage femelle | ||||
| Tolérances, microns | |||||||
| Td | Td2 | TD2 | TD1 | ||||
| Classe A | Classe B | Classe A | Classe B | ||||
| G1 | 2,309 | 360 | 180 | 360 | 180 | 360 | 640 |
A noter que, selon le tableau 1, la valeur de H1 (hauteur de travail du profil du filetage) est égale à 1,478515 mm, et, conformément au tableau 3, les tolérances sur le diamètre intérieur du filetage intérieur D1 et le diamètre extérieur de le filetage externe d mesure respectivement 640 μm et 360 μm. Le dessin 3 montre les profils de filetage interne et externe G1, réalisés avec l'écart maximal admissible par rapport au profil nominal conformément au tableau 3. De plus, ces profils de filetage sont entièrement conformes aux exigences de GOST 6357-81.
Dessin 3
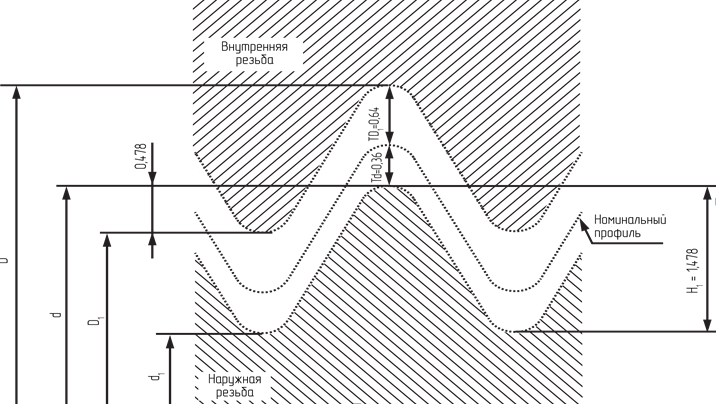
Le dessin montre clairement que dans ce cas, seulement 32,4 % de la hauteur du profil du filetage est impliqué dans la connexion filetée.
À cet égard, la position de certains fabricants d'appareils de chauffage, ainsi que d'associations industrielles spécialisées, qui considèrent qu'il est inacceptable de reconnaître un filetage comme acceptable si le profil du filetage ne représente que 38 % de la valeur nominale, est particulièrement surprenante. Apparemment, ces fabricants et associations ne comprennent tout simplement pas les principes fondamentaux élémentaires de GOST 6357-81 en ce qui concerne quel fil (avec quelles dimensions) est considéré comme fabriqué conformément à ce GOST.
À notre avis, la nécessité de tolérances aussi importantes est associée à l'exigence du paragraphe 5.1.6 « SP 73.13330.2016 Systèmes sanitaires internes des bâtiments », selon lequel «Lors de l'assemblage des unités, les raccords filetés doivent être scellés.
Comme produit d'étanchéité pour les raccords filetés à des températures du fluide transporté jusqu'à 378 K (105°C), il est recommandé d'utiliser du ruban FUM ou des brins de lin conformément à GOST R 53484, imprégnés de minium rouge ou de minium blanc., mélangé avec de l'huile siccative naturelle ou des pâtes d'étanchéité-scellants spéciales.
Passons maintenant à l'essentiel de cet article : dans quelle mesure est-il conseillé d'inclure dans la documentation réglementaire relative au contrôle des filetages des appareils de chauffage une exigence d'inspection obligatoire des filetages internes avec des jauges lisses.
Analysons la proposition de surveillance des filetages internes des appareils de chauffage à l'aide d'une jauge à passage lisse :
Considérons l'option idéale lorsque le filetage interne est réalisé en stricte conformité avec GOST 6357-81, c'est-à-dire idéalement selon le profil nominal sans aucune tolérance. Dans ce cas, selon le tableau 2, le diamètre du filetage interne sera de 30,291 mm.
Essayons de vérifier ce fil avec une jauge de passage lisse.
Conformément à l'article 6.2. GOST 2533-88 « Jauges pour filetages de tuyaux. Les tolérances de diamètre des jauges lisses pour tester les filetages externes et internes doivent être déterminées selon les formules données dans le tableau 4.
Tableau 4
| Désignation (tapez le numéro) calibre | Nom et fonction du type de calibre | Diamètre du calibre | |
| Dénomination | Déviation maximale | ||
| Jauges à filetage interne | |||
| RP (23) | Jauge à bouchon traversant lisse |  |  |
| PAS (24) | Jauge à bouchon lisse et sans passage |  |  |
Les valeurs des indicateurs H1 et Z1 sont données dans le tableau 5.
Tableau 5
| Valeur TD1 selon GOST 6357 | H1, µm | Z1 |
| de 375 µm à 710 µm | 26 | 52 |
De l'analyse des données des tableaux ci-dessus, il résulte que le diamètre de la jauge à passage lisse sera égal à :
- valeur nominale : D1+ 52 µm = 30,343 mm
- valeur avec écart supérieur maximum : D1+ 52 µm + 13 µm = 30,356 mm
- valeur avec écart inférieur maximum : D1+ 52 µm - 13 µm = 30,330 mm
Notez que, selon la clause 2.3. Annexe 2 "Règles d'utilisation des jauges" à GOST 24939-81 "Jauges pour filetages cylindriques", "une jauge à passage lisse doit pénétrer librement dans le filetage contrôlé sous l'influence de son propre poids ou d'une certaine force".
À cet égard, nous obtenons une image paradoxale dans laquelle une jauge de passage lisse et sans usure, dont le diamètre minimum possible est de 30,330 mm, devrait s'insérer librement dans un filetage idéalement réalisé selon GOST 6357-81, le diamètre de soit 30,291 mm (nominal), ce qui est fondamentalement impossible.
Ainsi, lors de la vérification d'un fil parfaitement réalisé conformément à GOST 6357-81 avec une jauge de passage lisse, ce fil sera reconnu comme non conforme à GOST 6357-81, ce qui en soi est absurde.
Cela explique en partie les cas où les connexions filetées réalisées conformément à GOST 6357-81 classe A, qui nécessitent un filetage plus précis en termes d'écarts admissibles (tolérances), sont rejetées lorsqu'elles sont testées avec une jauge à passage lisse.
Compte tenu de ce qui précède, nous pouvons conclure que l'introduction d'une exigence supplémentaire pour vérifier les filetages internes des appareils de chauffage avec des jauges de passage lisses non seulement ne garantira pas le contrôle de l'exécution des filetages conformément à GOST 6357-81, mais , au contraire, cela conduira à une situation absurde où ceux fabriqués en pleine conformité avec les exigences des appareils de chauffage GOST seront considérés comme défectueux.
Analysons ensuite la proposition de surveillance des filetages internes des appareils de chauffage à l'aide d'une jauge lisse sans passage :
Considérons l'option lorsque le filetage interne est réalisé en totale conformité avec GOST 6357-81, mais avec la tolérance maximale fournie par GOST - 640 microns (voir indicateur TD1 Tableau 3). Dans ce cas, le diamètre du filetage interne sera de 30,931 mm.
Essayons de vérifier ce fil avec une jauge lisse et sans passage.
De l'analyse des données données dans les tableaux 4 et 5, il s'ensuit que le diamètre d'une jauge lisse sans passage sera égal à :
- valeur nominale : D1+ 640 µm = 30,931 mm
- valeur dans l'écart supérieur maximum : D1+ 640 µm + 13 µm = 30,944 mm
- valeur dans l'écart inférieur maximum : D1+ 640 µm - 13 µm = 30,918 mm
Notez que, selon la clause 2.4. Annexe 2 « Règles d'utilisation des jauges » à GOST 24939-81 « Jauges pour filetages cylindriques », « une jauge lisse sans passage ne doit pas pénétrer dans un filetage contrôlé sous l'influence de son propre poids ou d'une certaine force ».
À cet égard, nous obtenons à nouveau une image paradoxale dans laquelle une jauge NON-passe lisse et sans usure, dont le diamètre minimum possible est de 30,918 mm, ne doit PAS s'insérer librement dans un filetage fabriqué selon GOST 6357-81 avec des tolérances maximales. , dont le diamètre est de 30,931 mm , ce qui est fondamentalement impossible.
Ainsi, lors de la vérification d'un fil réalisé conformément à GOST 6357-81 avec une jauge lisse NON-GOING, ce fil sera reconnu comme non conforme à GOST 6357-81, ce qui en soi est absurde.
Compte tenu de ce qui précède, nous pouvons conclure que l'introduction d'une exigence supplémentaire visant à vérifier les filetages internes des appareils de chauffage avec des jauges lisses sans passage ne garantira pas le contrôle de l'exécution des filetages pour vérifier leur conformité à GOST 6357-81.
Ainsi, l'analyse ci-dessus indique clairement que l'utilisation de jauges lisses non seulement n'est pas capable d'établir sans ambiguïté la conformité ou la non-conformité d'un filetage aux exigences de GOST 6357-81, mais peut également conduire à la reconnaissance d'un filetage qui est entièrement conforme à ce GOST comme défectueux.
Les règles d'utilisation des jauges lisses elles-mêmes sont particulièrement intéressantes. Ils sont définis dans GOST 24939-81 « Jauges pour filetages cylindriques » (Annexe 2 « Règles d'utilisation des jauges »).
Ainsi, pour un tampon tampon à passage lisse, il est nécessaire que le calibre pénètre librement dans le filetage contrôlé sous l'influence de son propre poids ou d'une certaine force, et pour un tampon tampon lisse et sans passage, il est nécessaire que cette jauge ne doit pas pénétrer dans le fil contrôlé sous l'influence de son propre poids ou d'une certaine résistance.
Dans le même temps, ni les règles d'utilisation des calibres, ni GOST 24939-81, ni aucun autre document réglementaire n'établissent qui et comment doit déterminer l'ampleur de cette force, et dans quelle direction elle doit agir sur le calibre.
De là, nous pouvons tirer une conclusion sans ambiguïté selon laquelle il n'existe pas de méthodologie unique pour utiliser les calibres établis par la réglementation en vigueur.
De plus, à notre avis, lors de l'examen des exigences relatives aux tests des filetages des appareils de chauffage, il est conseillé de prendre en compte des conditions similaires des normes pour les éléments du système de chauffage directement connectés aux appareils de chauffage.
Ainsi, dans la section « 2. Références réglementaires" GOST 30815-2002 "Thermostats automatiques pour appareils de chauffage des systèmes de chauffage de l'eau dans les bâtiments" GOST 6357-81 est mentionné, cependant, il n'est pas utilisé plus loin dans le texte. C'est peut-être pour cette raison que dans la nouvelle édition de GOST 30815-2019, GOST 6357-81 est totalement absent de la liste des références réglementaires.
De plus, dans GOST 21345-2005 « Vannes à bille coniques et cylindriques », GOST 6357 n'est pas non plus mentionné.
Ainsi, dans les normes GOST 30815-2019 et GOST 21345-2005 pour les éléments des systèmes de chauffage directement connectés aux appareils de chauffage, il n'y a aucune exigence pour tester la conformité des filetages à GOST 6357-81.
À cet égard, il n'est pas clair quel objectif exact sont poursuivis par les auteurs de propositions visant à contrôler les filetages des appareils de chauffage à l'aide de jauges lisses supplémentaires sans établir aucun contrôle sur les filetages des éléments des systèmes de chauffage directement connectés aux appareils de chauffage.
À notre avis, il est absolument inutile de discuter de l'utilisation de jauges lisses pour contrôler les filetages internes des appareils de chauffage en présence de :
- les écarts entre le diamètre nominal du filetage intérieur et le diamètre nominal de l'alésage lisse spécifié dans cet article,
- absence d'une méthodologie approuvée unifiée pour l'utilisation des calibres,
- l'absence de toute exigence concernant les filetages et les méthodes de contrôle par rapport aux éléments des systèmes de chauffage directement connectés aux appareils de chauffage.
De plus, afin d'établir la dépendance de la manière dont les résultats des tests avec des jauges lisses affectent la résistance des connexions filetées des appareils de chauffage, nous avons effectué une série de tests. Huit échantillons de trois types de sections de radiateurs ont été sélectionnés pour les tests :
- aluminium (AL),
- bimétallique avec canaux conducteurs de chaleur verticaux et horizontaux (BM) en acier,
- radiateurs en aluminium avec canaux conducteurs de chaleur verticaux en acier (ASVK).
Tous les échantillons ont été testés avec des jauges filetées (go et no-go), et ont également été testés avec des jauges lisses. Les résultats des tests avec des jauges lisses sont présentés dans le tableau 6.
Les échantillons 7 et 8 ont été sélectionnés de manière à ce que la jauge lisse non passante s'insère librement sans effort avec un léger jeu dans le trou fileté des sections de radiateur. Les échantillons ont été vissés avec des bouchons filetés recommandés par le fabricant du radiateur. Des tests de traction statique ont été effectués jusqu'à rupture des échantillons dans un laboratoire certifié.
Tableau 6
Résultats des tests de traction statique
| Numéro d'échantillon | Type de radiateur | Vérification avec une jauge de passage lisse | Vérification avec une jauge lisse et sans passage | Charge de rupture, N | Limite de proportionnalité. Bar |
| 1 | BM | négatif | positivement | 48 791 | 604,10 |
| 2 | ASVK | positivement | positivement | 41 884 | 525,71 |
| 3 | ASVK | positivement | positivement | 35 309 | 444,65 |
| 4 | BM | positivement | positivement | 108 272 | 1249,13 |
| 5 | AL | positivement | positivement | 39 924 | 502,09 |
| 6 | BM | négatif | positivement | 102 473 | 1061,17 |
| 7 | BM | positivement | négatif | 46 272 | 563,17 |
| 8 | BM | positivement | négatif | 52 987 | 619,63 |
Les résultats des tests sont confirmés par les protocoles officiels du laboratoire de tests, par des prises de vue vidéo et photo.
A l'aide de l'exemple de l'échantillon n°4, il apparaît clairement que lors du test d'un radiateur bimétallique, une déformation se produit au niveau du raccord fileté.

Lors du test d'un radiateur en aluminium et d'un radiateur doté d'un canal thermoconducteur en acier, une destruction s'est produite dans le corps de la section du radiateur.

Il résulte des données fournies que le filetage d'un radiateur de chauffage qui n'a pas été testé avec un calibre à passage lisse (échantillons 1, 6) ou sans passage (échantillons 7, 8), mais qui est entièrement conforme aux exigences de GOST - 6357, lorsqu'il est testé avec des jauges filetées, forme une telle connexion filetée, dont la limite dont la déformation proportionnelle dépasse plusieurs fois les valeurs de pression que d'autres éléments des systèmes de chauffage peuvent supporter.
Il est également révélateur que les radiateurs dont les filetages n'ont pas été testés avec une jauge lisse, en termes de fiabilité et de sécurité en termes de destruction du raccord fileté, ont montré des résultats similaires, et dans certains cas meilleurs, par rapport aux radiateurs dont les filetages ont été testés à la fois calibres lisses.
Cela prouve une fois de plus que le contrôle des filetages avec des jauges lisses n'affecte en rien la solidité du raccord fileté du radiateur de chauffage et, par conséquent, la sécurité et la fiabilité de cet appareil.
De plus, pour les échantillons n° 7 et n° 8, la charge de rupture du raccord fileté s'est avérée supérieure à la charge de rupture du corps de la section de radiateur en aluminium et du radiateur avec un canal vertical en acier. Il est particulièrement significatif que les radiateurs en aluminium dotés d'un canal vertical en acier aient donné de moins bons résultats qu'un radiateur en aluminium conventionnel.
Sur la base de tout ce qui précède dans cet article, nous pouvons conclure sans ambiguïté que les méthodes actuellement proposées pour surveiller les filetages internes des appareils de chauffage en utilisant uniquement des jauges de filetage (clause 8.2. GOST 31311-2005) sont plus que suffisantes pour la production de des appareils de chauffage fiables et sûrs pour les consommateurs.



